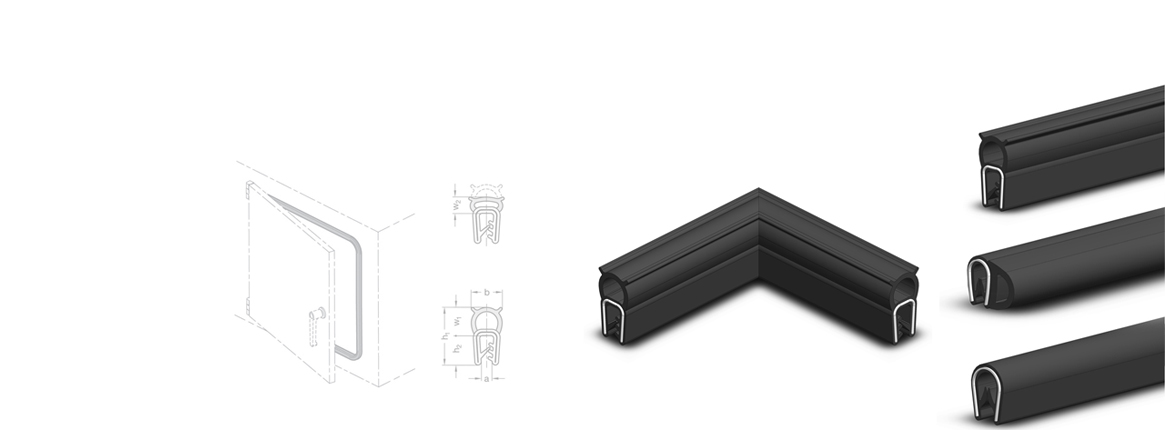
Les joints de protection à clipser se montent sur le bord avant des tôles et plaques métalliques. Ils protègent les surfaces contre les dommages dus à des arêtes vives. De plus, les joints d'étanchéité à clipser comportent un joint d'étanchéité afin d'assurer une étanchéité supplémentaire aux portes, couvercles et hayons.
Utilisations et applications
Grâce à l'utilisation de joints de protection lors de la manipulation d'équipements et de pièces de machines tôle, le risque de coupures ou d'abrasions est réduit au minimum. Dans ces applications, les joints donnent un « effet décoratif » visuel. Parmi les autres possibilités d'application, citons la pose de câbles et de tubes, où les ouvertures et les bords des plaques de séparation doivent être contournés. Cela permet d'assurer une protection fiable contre l'écaillage ou l'usure des câbles et des tubes.
En général, l'utilisation de joints de protection à clipser peut éviter le recours à des traitements supplémentaires tels que l'ébavurage et le chanfreinage des découpes ou des tôles découpées au laser.
Les joints d'étanchéité à clipser offrent les mêmes avantages que les joints de protection, à clipser. Cependant, leur utilisation est recommandée dans les cas où les portes, les couvercles et les hayons nécessitent une étanchéité supplémentaire afin d'éviter l'émission de poussière, d'air chaud ou de bruit ; par exemple, ou pour empêcher la pénétration de projections d'eau.
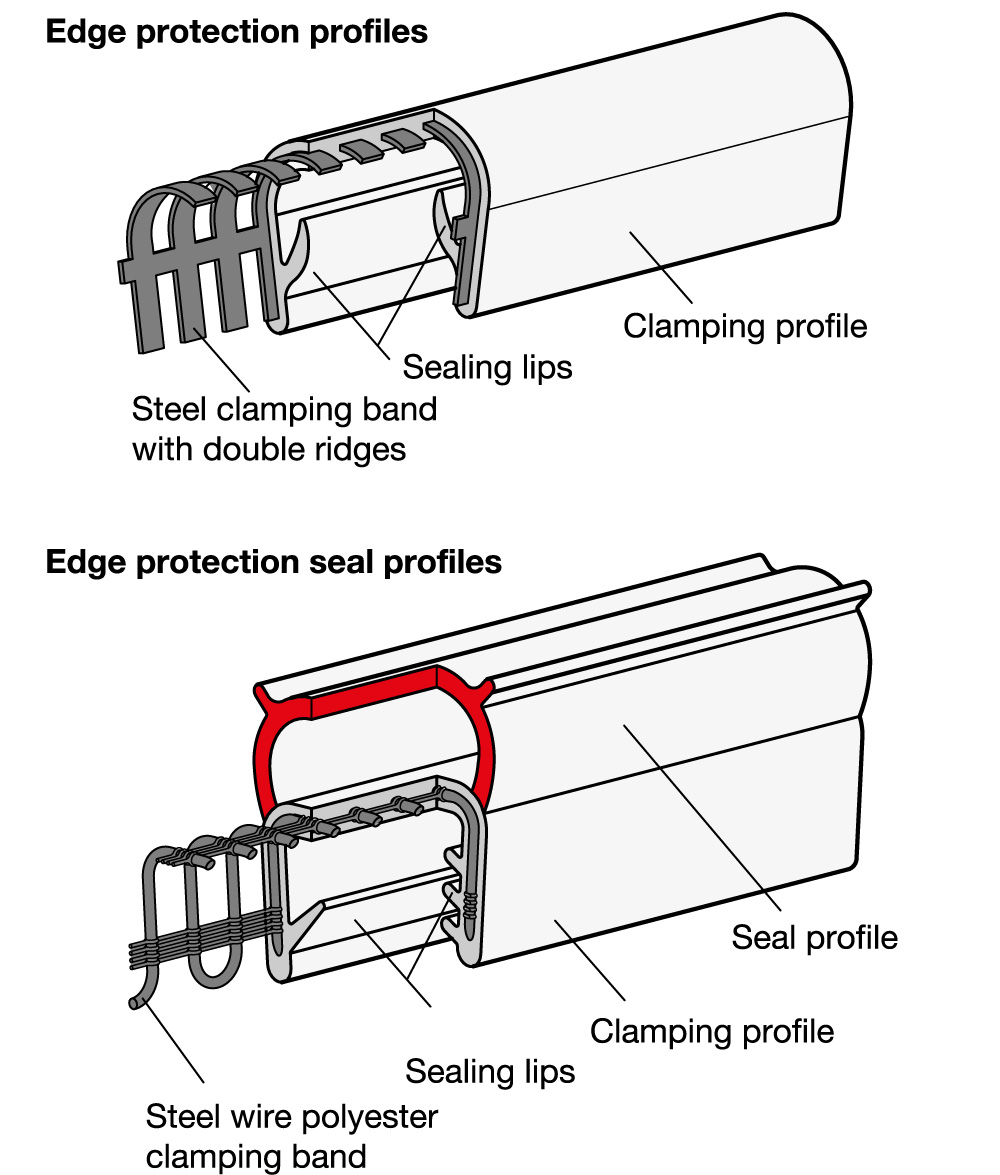
Les joints de protection à clipser consistent en un profil de serrage extrudé qui constitue la base de la structure et qui est utilisé sur le bord de la tôle pour fixer le joint de protection à clipser.
Afin d'augmenter la force de serrage, le profil de serrage est consolidé par un renfort, l'empêchant de se détacher après l'assemblage.
L'insert de serrage est disponible sous forme de bride de serrage en acier ou de bride de serrage en polyester à fil d'acier. Les brides de serrage en acier ont un effet de serrage plus élevé, tandis que les brides de serrage à fil d'acier permettent un rayon d'assemblage plus petit, permettant également un alignement plus uniforme des bords.
Le joint d'étanchéité est fixé sur le dessus ou sur le côté du profil de serrage et est nettement « plus souple ». Il peut être fabriqué à partir du matériau de base du profil de serrage, mais aussi à partir de matériaux particuliers pour des applications spécifiques. Afin d'atteindre une étanchéité optimale, le joint doit être précontraint et/ou formé pour lui permettre de s'adapter précisément à la contre-surface.
Les joints à lèvres situés à l'intérieur du profil de serrage assurent l'étanchéité du joint de protection à clipser avec le bord de la tôle.
Assemblage
Les profils peuvent être alignés à l'aide de pinces coupantes latérales et de ciseaux adaptés à la découpe des inserts de serrage métallique. Toutes les pièces d'extrémité de l'insert de serrage qui dépassent de la zone de coupe doivent être enlevées afin d'éviter les blessures. Les extrémités des joints et les chanfreins peuvent être ensuite scellés et/ou collés selon les besoins.
La fixation des joints sur les arrêtes est assurée par l'insert de serrage. Aucune colle ni aucun autre type d'adhésif n'est généralement nécessaire.
Les joints peuvent généralement être assemblés en appliquant une pression à la main. Si nécessaire, le joint peut en outre être fixé à l'aide d'un marteau à face souple.
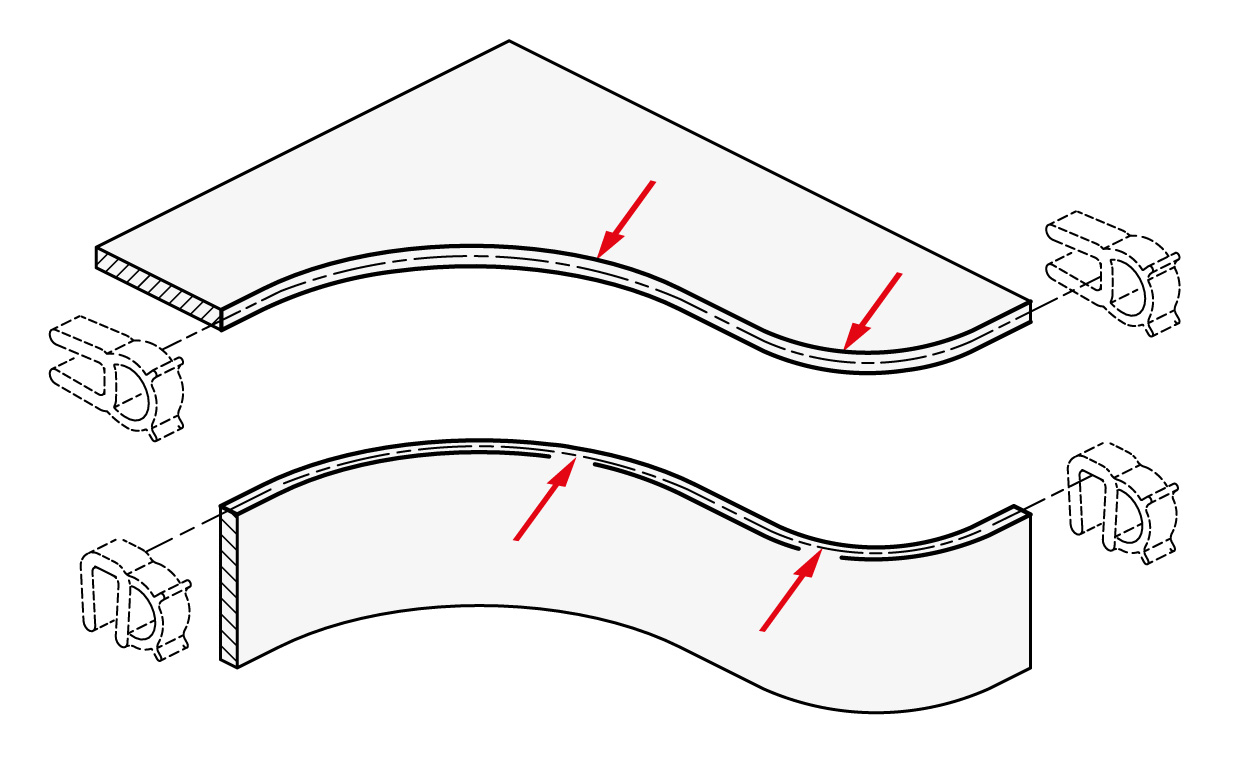
Rayons de placement minimum
Afin d'assurer une étanchéité homogène du joint et de l'empêcher de se détacher, le placement ne doit pas être effectué en dessous des rayons minimaux. Cela facilite également l'assemblage du joint.
Les rayons sont listés sur les feuilles standard correspondantes et doivent être utilisés à titre indicatif. Selon le sens de l'application, on distingue les rayons coupés ou courbes, c'est-à-dire les joints d'étanchéité intérieurs ou extérieurs.
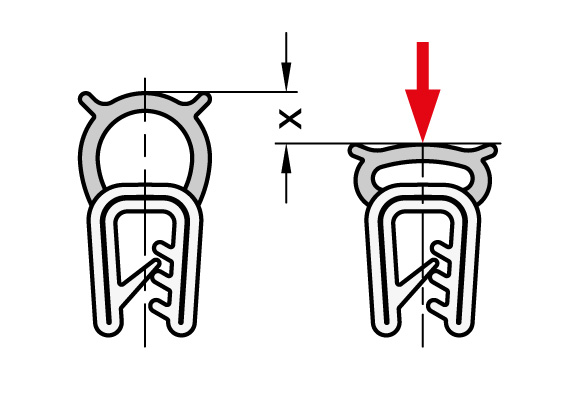
Idéalement, les joints d'étanchéité à clipser doivent conserver une déformation d'environ 30 à 50 % de la valeur maximale afin de garantir une étanchéité fiable.
Une déformation de plus de 50 % peut nuire à l'étanchéité du joint et réduire la résilience du matériau d'étanchéité en raison de la déformation plastique.
Matériaux de base, caractéristiques
Les joints peuvent être fabriqués à partir de divers matériaux de base en fonction de l'application. Le tableau à droite résume les caractéristiques générales pour faciliter le choix.
En raison de la multitude de produits chimiques, de solvants, etc., il n'est pas possible d'établir des spécifications exactes, car les matériaux de base qui sont fondamentalement instables peuvent être durables en combinaison avec des matériaux spécifiques et vice versa. La concentration, la température et la durée d'exposition jouent également un rôle crucial. Il est conseillé au client de tester la résistance lorsqu'il combine les différents matériaux en contact les uns avec les autres.
|
Caractéristiques
|
PVC
|
NBR
|
EPDM
|
|
Température de fonctionnement min.
|
-40 °F (-40 °C)
|
-22 °F (-30 °C)
|
-40 °F (-40 °C)
|
|
Température de fonctionnement max.
|
+ 158 °F (+70 °C)
|
+212 °F (+100 °C)
|
+212 °F (+100 °C)
|
|
Résistance à l'abrasion / Résistance à l'usure
|
+
|
+
|
+
|
|
Résistance à la déformation
|
o
|
+
|
+
|
|
Résistance : *
|
|
|
|
|
Aux rayons UV / À l'exposition aux intempéries
|
+
|
-
|
+
|
|
Aux produits chimiques
|
+
|
-
|
+
|
|
Aux huiles et graisses
|
o
|
+
|
-
|
|
Aux carburants
|
o
|
+
|
-
|
|
Aux acides
|
+
|
o
|
+
|
|
Aux alcalins
|
o
|
+
|
+
|
|
Aux solvants
|
o
|
o
|
o
|
|
À l'alcool
|
o
|
o
|
+
|
* + résistant, o résistant sous conditions, - non résistant
Certification UL (joints d'étanchéité en EPDM)
UL (Underwriters Laboratories) est une société mondiale indépendante spécialisée en sciences de la sécurité, comme le TÜV en Allemagne. Leurs tests sont requis en priorité sur le marché américain.
Les joints d'étanchéité à clipser GN 2180 en EPDM portent la marque « UL-Recognized component ». Cela indique que les joints peuvent être utilisés comme composants dans les produits finis qui sont également destinés à une utilisation certifiée UL.
Pour les clients et les entreprises, les certifications de ce type sont de plus en plus importantes, car elles garantissent une qualité élevée, un traitement fiable et une longue durée de vie, ainsi qu'une sécurité fiable des produits.